



中温焊锡膏
一.产品介绍
1.中温焊锡膏,型号:V588,适用合金: Sn69.5Bi30Cu0.5(锡69.5铋30铜0.5)
2.一款专为管状印刷或针筒点膏设计的无铅锡膏。该锡膏选用Sn/Bi30/Cu0.5 无铅合金,使 回流工艺与传统含铅焊接基本相同。适中的熔点可减少回流过程中高温对元器件及PCB 的损害。
二. 产品特点
中温焊锡膏的特殊助焊剂配方使其不但有良好的印刷流动性,而且在 PCB 上不易坍塌,因此回流后焊点绝少发生桥连或露铜,返修率低。使用时粘度稳定,印刷量基本不会随着使用时间的长短而发生变化,可保证均匀一致的焊点。
1.回流窗口宽,工艺过程易于控制。
2.抗坍塌性优良,绝少桥连。
3.印刷稳定流畅,无露铜、少锡。
4.工作时间长,适用于恶劣环境。
5.无虚焊、假焊、立碑等情况。
6.残留物无色透明,板面清洁。
三. 锡膏合金化学成份
|
合金
|
成份,wt%
|
||
|
Sn69.5/Bi30/Cu0.5
|
SN
|
BI
|
CU
|
|
Bal
|
30±0.5
|
0.5±0.1
|
|
|
杂质,WT% MAX
|
||||||
|
Pb
|
Cd
|
Sb
|
Fe
|
Zn
|
Al
|
As
|
|
0.05
|
0.002
|
0.10
|
0.02
|
0.001
|
0.001
|
0.03
|
四. 焊料合金熔解温度
|
合金
|
熔点
|
|
Sn69.5/Bi30/Cu0.5
|
149~186℃
|
五. 性能指标
| 项目 | 性能指标 | 测试依据 |
| 外观 | 均匀膏状,无焊剂分离 | |
| 助焊剂含量 | 10±1.0wt% | |
| 锡粉粒度 | 25-45µm | |
| 粘度 | 400-800Kcps(Pa.s) | Brookfield DV-I+ TF spindle/5rpm/2min/25℃ |
| 坍塌测试 | 通过 | J-STD-005,IPC-TM-650,Method2.4.35 |
| 锡球测试 | 通过 | J-STD-005,IPC-TM-650,Method2.4.43 |
| 润湿性测试 | 通过 | J-STD-005,IPC-TM-650,Method2.4.45 |
| 焊剂卤素含量 | 〈0.2% | J-STD-004,IPC-TM-650,Method2.3.35 |
| 铜镜腐蚀 | 低 | J-STD-004,IPC-TM-650,Method2.3.32 |
| 铜板腐蚀 | 轻微腐蚀可接受 | J-STD-004,IPC-TM-650,Method2.3.32 |
| 氟点测试 | 通过 | J-STD-004,IPC-TM-650,Method2.3.35.1 |
| 绝缘阻抗 | 初始:>1X1012Ω | J-STD-004,IPC-TM-650,Method2.6.3.3 |
| 潮湿: >1X1011Ω |
六.推荐回流焊温度曲线
推荐的回流曲线适用于大多数Sn69.5/Bi30/Cu0.5(锡69.5/铋30/铜0.5)合金的中温焊锡膏,在使用时可把它作为建立回流工作曲线的参考,回焊曲线要根据具体的工序要求(包括:线路板的尺寸、厚度、密度)来设定的,它有可能是偏离此推荐值的。
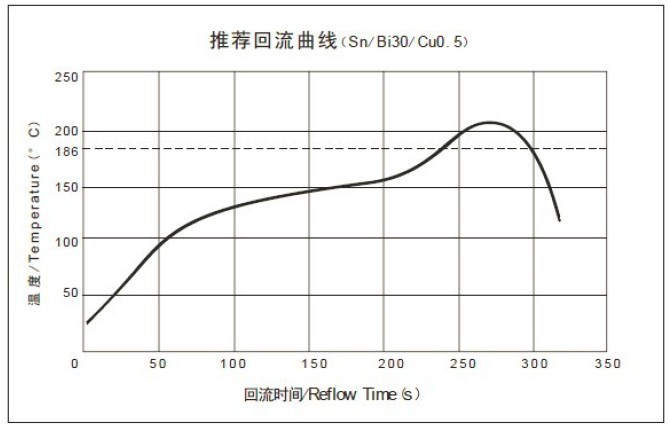
1.预热区:以每秒 1~3℃的速率将温度升至 130~150℃。
2.均温区:用 60~90 秒将温度缓慢升至 160~186℃,使 PCB 表面受热均匀。
3.回流区:高于 186℃的时间不应少于 30-60 秒.
4.冷却区:推荐降温速率≥2℃/秒。
注意事项:由于 Sn/Bi30/Cu0.5 是非共晶合金,因此增加降温速率有助于提高焊点可靠性。

