


有铅锡膏
一. 产品介绍:
1.有铅锡膏适用合金: Sn63/Pb37(锡63/铅37)
2.免清洗有铅锡膏专为高精度表面贴装应用而设计,适用于高速印刷及手工印刷贴装生产线,具有优良的流变性、抗热坍塌性及高稳定性。出众的抗干配方,可大幅提升锡膏的耐用寿命,保证一致的印刷质量。特殊设计的组合活性系统使能有效减少焊接缺陷的发生,降低不佳率。该锡膏回流后残留物无腐蚀、无色透明,无需清洗。
二.产品特点
1.印刷滚动性及落锡性好,对低至0.4mm间距焊盘也能完成精美的印刷
2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过12 小时仍不会变干,仍保持良好的印
刷效果。
3.印刷后数小时仍保持原来的形状,基本无塌落,贴片组件不会产生偏移
4.具有优良的焊接性能,可在不同部位表现出适当的润湿性
5.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范内仍可表现良
6.好的焊接性能,用“升温---保温式”或“逐步升温式”两类炉温设定方式均可使用
7.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求
8.具有较佳的ICT 测试性能,不会产生误判
9.可用于通孔滚轴涂布(Paste in hole)工艺
三. 锡膏技术特性
如表所示:
|
项目
|
ETD-557
|
测试方法
|
|
合金成分
|
Sn63/Pb37
|
JSTD-006
|
|
熔点
|
183℃
|
|
|
金属含量
|
90%
|
IPC-TM-650 2.2.20
|
|
粉末形状
|
圆球形
|
激光图象分析
|
|
粘度
|
600,000-800,000 CPS
|
IPC-TM-650 2.4.34 (Brookfield)
|
|
热坍塌性
|
≥0.2mm
|
IPC-TM-650 2.4.35
|
|
锡球
|
极少
|
IPC-TM-650 2.4.43
|
|
扩展率
|
≥85%
|
|
|
残留物粘性测试
|
Pass
|
JIS Z 3284 附件12
|
|
铜板腐蚀
|
Pass (无腐蚀)
|
IPC-TM-650 2.6.15
|
|
铜镜试验
|
Pass (无穿透)
|
IPC-TM-650 2.3.32
|
|
铬酸银测试
|
Pass( 无变色)
|
IPC-TM-650 2.3.33
|
|
氟化物测试
|
Pass( 无变色)
|
IPC-TM-650 2.3.35.1
|
|
表面绝缘电阻 0 hr
|
>1.00E +13
|
IPC-TM-650 2.6.3.3
|
|
24hr
|
>1.00E +10
|
|
|
96hr
|
>1.00E +09
|
|
|
168hr
|
>1.00E +09
|
四. 应用
1.储存:
有铅锡膏应存储于冰箱中温度控制在0℃~10℃。故从冷箱中取出锡膏时,其温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结,并沾附于锡浆上,在过回焊炉时(温度超过200℃),水份因受强热而迅速汽化,造成“爆锡”现象,产生锡珠,甚至损坏元器件,免清洗有铅锡膏ETD-557环境温度控制25℃±3℃及相对湿度小于60%的适宜条件下,在印刷、贴片,可保持16 小时的粘性。确切时间取决于使用环境。若间隔时间过长可能影响焊接效果。
2.回温:
打开罐盖前应使有铅锡膏逐渐恢复到适宜的环境温度, 否则空气中的水分会进入锡膏而影响其质量。恢复到适宜温度(25℃±3℃)所需时间4小时,不可以加热的方式缩短回温时间在。
3. 搅拌:
有铅锡膏在使用前应平缓搅拌直至物料均匀。没有存取锡膏时,容器须保持密闭。不要将水或酒精混入锡膏以免破坏其流变性能。使用离心机(自动搅拌机)搅拌锡膏会使锡膏温度上升。若想缩短回温时间,可将锡膏从冰箱取出后直接使用离心机搅拌10-20 分钟。如果已回温好的锡膏手工搅拌3分钟,机器搅拌1分钟即可。
4.印刷:
刮刀材料: 金属或氨甲酸乙酯材料,刮刀角度: 45-60 度,印刷速度:建议印刷速度 20-80mm/s
a.降低刮刀速度会增加锡膏印刷厚度。
b.钢板厚度增加,刮刀速度应相应减小。
c.印刷压力: 建议压力 100-200 KPa, 刮刀压力应足以刮清模板。
d.刮刀压力过大可能导致:加快模板磨损,锡膏空洞,锡膏从模板反面压出、引起锡球。
五. 回焊温度曲线
推荐的回流曲线适用于大多数SN63/PB37(锡63/铅37)合金的有铅锡膏,在使用时,可把它作为建立回流工作曲线的参考,*佳的回焊曲线要根据具体的工序要求(包括:线路板的尺寸、厚度、密度)来设定的,它有可能是偏离此推荐值的。
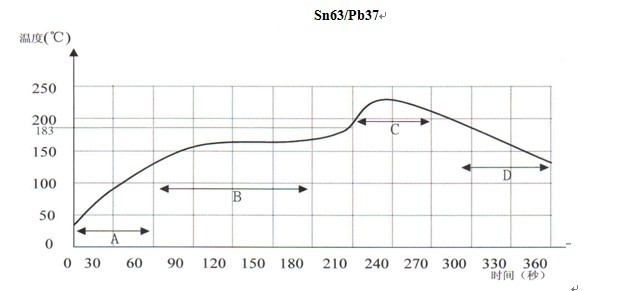
1.预热区
要求:升温速率为1.0—3.0℃/秒。
2.浸濡区
要求:温度:130—170℃
时间:60—120秒,升温速度:<2℃/秒。
3.回焊区
要求:*高温度:210—240℃
时间:183℃(熔点以上)50—90秒(Important)
高于200℃时间为20—50秒。
4.冷却区
要求:降温速率<4℃
※ 回焊温度曲线乃因芯片组件及基板等的状能,和回焊炉的型式而异,事前不妨多做测试,以确保*适当的曲线。
六.包装与运输
每瓶500g,宽口型塑胶(PE)瓶包装,并盖上内盖密封封装,送货时可用泡沫箱盛装,每箱*多20 瓶,保持箱内温度不超过30℃
七.储存及有效期
当客户收到锡膏后应尽快将其放进冰箱储存,建议储存温度为0℃~10℃。温度过高会相应缩短其使用寿命,影响其特性;温度太低(低于0℃)则会产生结晶现象,使特性恶化;在正常储存条件下,有效期为6 个月
八.健康与安全方面应注意事项
注意:细内容请查阅本品物料**数据表(MSDS)

